Главная |
Functional Why-Why AnalysisAleksey M. Pinyayev2007-06-19 Introduction In late 80’s [1], I started using why-why analysis for decomposing complex inventive situations into the simple problem statements. Later I have discovered similar approach in the research of Kishinev school – the work that led to the development of ARIZ-SMVA, the most detailed version of the famous algorithm. Today, why-why analysis is widely used in TRIZ for better understanding of sophisticated inventive problems. The essence of why-why analysis is simple – keep asking “why” until you find out the causes of the problem. Years of experience with this simple but powerful technique led me to its better understanding and development. Why-why became much more universal and robust tool, not only for problem definition but also for coming up with creative options. It also integrates seamlessly with my recently developed system of Functional Clues [5]. The Myth of the “Right Problem” The days when TRIZ practitioners accepted the problem statement suggested by the problem owner are long gone. An understanding that the problem needs to be re-defined in order to be successfully solved is now a commonplace. In this new and better world of understanding the importance of problem analysis, a new myth has been created – a myth of the “right problem”. “Work on a Right Problem” is a widespread motto in engineering communities and especially in TRIZ. The assumption here is that the Right Problem can somehow be found before the problem is solved and that its solution will satisfy the initial inventive situation in the best possible way. However, it is very easy to point out to the right problem after the fact, when it has been solved and delivered this best possible solution. Try defining the “right problem” before getting solutions, and it will be a very difficult or impossible task, simply because there are no criteria that dissimilate “right” and “wrong” problems. My approach is to break the initial inventive situation down to a multitude of problems and solving most if not all of them. The outcome of this work is a number of solution options which are prioritized based on a set of acceptance criteria. These criteria reflect the reality of the project: they define the most practical way of reducing the concepts into practice. Indeed, there are much more problems to solve with this approach, but, in fact, this makes the invention work easier because it expands the vision of the inventor and allows to look at the different sides of the problem at once. The case study I will use is decaffeination process. This is a real technical problem which has been analyzed and solved at P&G. The main concept coming out of this problem solving process became a cornerstone of one of the major P&G plants – Sherman-Texas Decaffeination Facility. I will begin with a brief description of the traditional decaffeination process which was the most known and widely used process before the new technology was invented. Traditional Decaffeination Process The simplified schematic of the traditional decaffeination process ( Courtesy of Lowen R. Morrison, P&G) is shown in Fig. 1. This batch process uses organic solvent – ethyl acetate with some water – in order to extract caffeine from a bed of coffee beans. In the process, the solvent is supplied at the top of a large tank with coffee beans and collected at the bottom of this tank. The second step of this process, called distillation, separates caffeine from the solvent and returns the solvent back into the main tank. Decaffeination process is followed by the steam extraction which removes the residual solvent from the beans. Leaching takes 20 – 24 hours per batch followed by 24 hours of the steam extraction. Because the process is so slow, the batch size has to be very large, which means high capital cost. The objective of the problem analysis and solution process was capital reduction.  Traditional Decaffeination Process P&G Paradox Is the Problem The why-why diagram of the problem described above is shown in Fig. 2. The diamond-shaped box is used for the initial observation and the magenta color is used to show the ends of the cause-and-effect chains. The rules on where to end these chains are described in the next section. As one can see, the why-why investigates three main branches of causes related to the solvent, the bean and the interaction between them. The why-why is build in layers, and a next layer is only built after a previous one is completed. This means that all whys for a particular cause must be exhausted before the causes of these new whys are identified. Finding hidden whys is an important objective of why-why analysis. The technique for finding hidden whys is described below in the section called “Hidden Why-Why Treasures”. The rest of the current section will explain 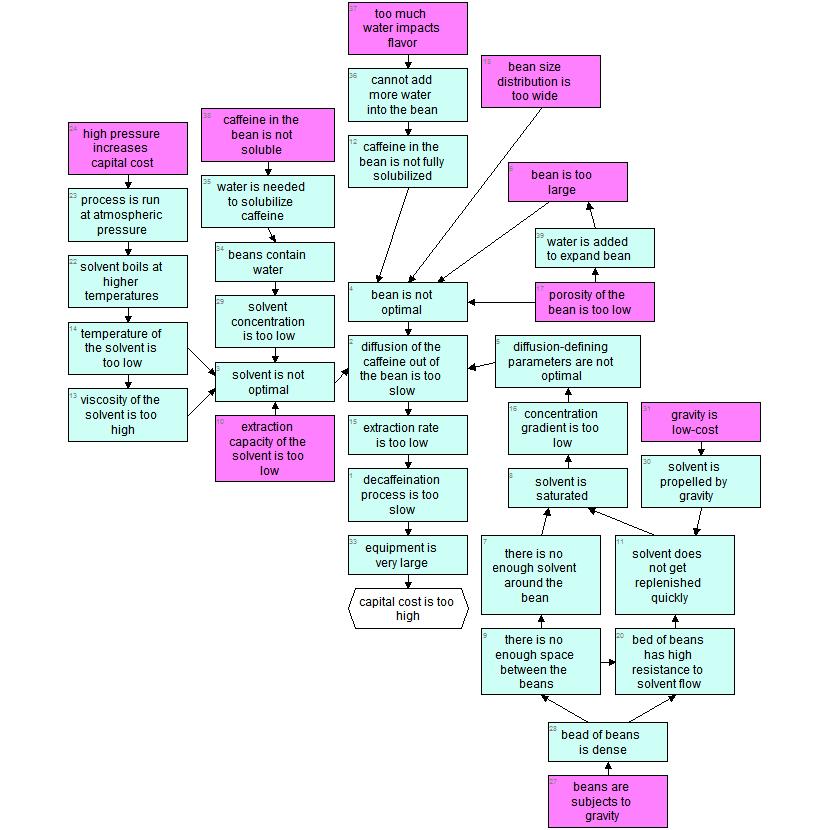 Fig. 2. The why-why diagram of the traditional decaffeination process how the specific problem statements called “why-why contradictions” are derived from the results of why-why analysis. The technique of why-why contradictions is based on the undesirable action negation approach suggested by A. I. Ponomarenko [2] and further develops this approach into a comprehensive problem analysis strategy. Why-why contradictions (specific problem statements) can be derived from the results of analysis by using any two consecutive whys. To form a contradiction, we keep former why and turn latter why around. For example, let’s consider a chain which ends with why # 37. The contradiction between whys ## 37 and 36 will be this: how to add more water into the bean without changing the bean’s flavor? The water content in the bean is an optimum between extraction and flavor impact. Can the beans be pre-treated for better flavor retention? What are the ways of flavor recovery after water addition? How water pH influences flavor impact? These are some of the possible ways to resolve this contradiction. The contradiction between 36 and 12 will be as follows: how to fully solubilize caffeine inside the bean without adding more water into the bean? This is a problem of changing solubility of caffeine in water. The next contradiction in this chain is between 4 and 12: how to optimize caffeine availability in the bean without fully solubilizing the caffeine in it? Can we, for example, rupture the walls of some of the cells without breaking the bean? This would increase caffeine availability without additional solubilization. A. I. Ponomarenko suggests applying undesirable action negation to all whys in a chain and then solving all problems obtained by such negation. I add to it using a concept of why-why contradiction which combines negated why with the previous why, building a comprehensive list of all why-why contradictions (Excel is a good tool to use for that) and prioritizing these contradictions based on a set of acceptance criteria before these contradictions are resolved. The acceptance criteria may include the magnitude of the benefit coming from a potential solution, novelty, level of system modifications required by a potential solution, availability of the substance-and-field resources, safety, knowledge availability and others. The key point is: why-why contradictions are specific enough in order to provide a lot of information about potential solutions even before the problem is actually solved. For the set of three problems considered above, some are well-known and difficult (changing solubility of caffeine in water), others look novel and promising (rupturing some of the cell walls without breaking the bean). It is apparent, for example, that the problem of avoiding flavor impact requires significant research with no clear perspective on getting a good solution. All these considerations are used in order to prioritize the contradictions. I use the name Why-Why Contradiction Map for the result of why-why analysis process – prioritized list of why-why contradictions. The Contradiction Map allows to approach problem analysis systematically and avoid missing the key contradiction. Obviously, the problems are solved in the order of their priority which in most cases allows to significantly reduce the amount of the required work. When to Stop Asking “Why” It is important to define the boundaries of why-why analysis in order to limit redundant work. It is also important to know when your why-why analysis is complete. Additionally, it is useful to fully understand the limitations of the project. This section provides specific respective techniques. I recommend doing a first cut definition of the project limitations as a pre-requisite for why-why analysis. These limitations will be used to define the analysis boundaries. Let’s refer again to the decaffeination process. This is the first cut of the project limitations defined at the project definition stage:
· Every time we add a why, we will do a turnaround of this why and compare it with the project limitations. If the turnaround why goes against the limitations, we will cut our why-why. Let’s consider the branch 3 – 10 – 21. The diffusion of the caffeine out of the bean is too slow because the solvent is not optimal. This is the turnaround why: “the solvent is optimal”. If we go this way, our problem is how to optimize the solvent. This problem does not necessarily go against any of the limitations listed above. Parameters of the ethyl acetate such as concentration, viscosity and temperature can all be optimized for the process. However, one of the reasons why ethyl acetate is not optimal is its limited extraction capacity. This capacity, basically, defines the solvent and is an intrinsic property which differentiates given solvent from other solvents in its class at the same temperature and concentration. The turnaround why is this: “extraction capacity of the solvent is high”. This turnaround why, which leads to a different kind of solvent, violates the requirement to use ethyl acetate. At this point, we cut our why-why for this branch. I use color-coding to mark the root whys as shown in Fig. 2. It is important to see that while we cut off the branch, we still include the root contradiction into the Problem Map. The root contradiction for the branch 3 – 10 – 21 is “how to optimize the extraction effectiveness of the ethyl acetate without changing its extraction capacity”. This is a valid problem which does not violate the project constraints and it will be included into the Contradiction Map. The why-why analysis is complete when all of its branches are cut off. In some special cases, turnaround whys may become solutions and this also cuts off the branch. Let’s consider the branch ending with why # 24. The turnaround why for it is “high pressure does not increase the capital cost”. Normally, the capital cost of the high-pressure parts is defined by the industry average which cannot be changed, so it becomes a project limitation. However, if there is a low-cost supplier of the quality pressure parts, this may become one of the solutions. Either way, the branch is cut off. This technique also helps to make the project constraints list more compete. Let’s consider root why # 37. The turnaround for it is “too much water does not impact the flavor” which does not violate any of the project limitations in the original list. However, the problem of avoiding the off-flavor caused by excessive water may go beyond the scope of our particular project. In this case, we add “too much water impacts the flavor” into the list of constraints for the project. It is important to understand that the why-why boundaries are project-dependent and what can be done in one project may be unacceptable for another. Hidden Why-Why Treasures In many cases, one can find hidden whys between apparent ones which are already in the diagram. A. I. Ponomarenko [2] mentions an excellent example which can illustrate this approach. A. I. Ponomarenko provides this example without any analytical technique or tools to help in such analysis. The example describes the crashes and breakdowns of the high-speed power machines such as compressors, steam and gas turbines which use blades to convert kinetic energy of the gaseous media into rotation of the main rotor. Blade break-off leads to rotor brushing the stator with subsequent machine crash. A. I. Ponomarenko’s observation goes as follows: “The blade break-off has already happened; however, the sudden misbalance of the rotor has not happened yet. This time lapse is very small, but it exists, and one can formulate a problem with a corresponding Ideal Final Result…” Let’s step back from this involving example and think about it from the methodical standpoint. Initial, apparent chain of events went like this: insufficient blade strength ? blade break-off ? rotor touches the stator ? machine crash. However, there is a hidden why between “blade break-off” and “rotor touches the stator”. This hidden why is “rotor imbalance”. Rotor imbalance happens after the blade brake-off but before the rotor began to touch the stator. Understanding this hidden why leads to a very unobvious and new why-why contradiction: how to eliminate rotor imbalance after blade break-off but before the rotor begins to touch the stator? Because this problem is not obvious, chances of getting novel and powerful solutions are very high. A. I. Ponomarenko mentions ring auto-balancer as a potential solution and there may be more options. I have found that discovering the hidden whys is a very powerful tool in re-defining the problem. Initially, my technique was very simple but not very instrumental: look at the two consecutive whys and try to complete the sentence “The first leads to … which leads to the second”. Staring for a while into the empty space between the first and second whys helped to come up with the hidden one. Later, I noticed that most of the hidden whys were related to either analysis of the sequence of events in time or considering the process on a micro-level. The example above demonstrates the value of the sequential analysis: what happens when the blade has already broken off but the rotor has not started to touch the stator? With this “time zooming”, finding hidden why is easier. The example below demonstrates the micro-level approach. Procter and Gamble makes the product called Bounce for more than 25 years. Bounce is a nonwoven sheet which is impregnated with the actives that make clothes softer and smelling fresher after drying them in a dryer. Bounce sheet tumbles in a dryer along with the clothes; the actives get transferred to the clothes by the mechanical motion and friction combined with elevated temperature. A dryer so common in American homes today is a machine which passes hot air through a load of clothes which are continuously tumbled by the machine’s internal rotating drum. The problem I did why-why analysis for was how to avoid wasteful perfume removal by the hot air in a dryer. The perfume, which is one of the Bounce’s actives, can only be transferred via direct contact with the clothes. When it volatilizes, it is gone with the air blowing through the dryer. My initial why-why chain looked like this: air inside the dryer is hot ? perfume is exposed to hot air ? perfume heats up ? perfume evaporates ? air removes perfume molecules. In order to find hidden whys, I asked myself a question: when these transformations occur, what happens on a micro-level? Let’s use this approach to find a hidden why between “perfume heats up” and “perfume evaporates”. How does the evaporation happen on a micro-level? Perfume in the Bounce sheet is incorporated into the cyclodextrine molecules. This enables a long-lasting fragrance effect: cyclodextrine molecules are small “cages”, each holding one perfume molecule inside. These micro-cages attach and hold perfume on the clothes for a long time after removal from the dryer, gradually releasing precious fragrance into the air. In that context, evaporation means that excited perfume molecules vibrate so strong that this vibration pushes them out of their cyclodextrine cages. The new, hidden contradiction coming from this analysis was this: how to prevent jumping of the perfume molecule from the cyclodextrine shell in spite of the molecules being hot and vibrating? This new contradiction led to a few novel powerful solutions. To recap, the technique for finding hidden whys looks like this:
· Obviously, doing this for all whys is a lot of work, but this work can be reduced. I found that finding hidden whys is most critical for the whys closest to the roots of the analysis. Now we will come back to the decaffeination process and see if we can find a hidden why between the whys ## 20 and 11. The bed of beans has high resistance to the solvent flow and this leads to something which leads to the solvent not getting replenished quickly. We can easily see that the time domain analysis is not going to help very much in finding the hidden why because both consecutive whys happen at the same time. Let us try the micro-level approach. The first micro-level below the bed of beans is a few individual beans with the solvent surrounding them. These beans are as close as to touch one another, so it is difficult for the solvent to go around the bean quickly and this is why the solvent is not getting replenished quickly! Our hidden why is low flow rate around the bean and our new why-why contradiction is how to increase the flow rate around the bean without changing the bed resistance to the flow. Now, it is simply an Ohm’s law: in order to increase the current, we must increase the differential pressure. Now we no longer rely on the gravity to create this pressure differential but more on the well-known methods of maintaining high pressure differential through the resistive media such as pipes and pumps. We replace the huge tank with a sequence of bean-filled pipes and we maintain high flow rate around this system of pipes by applying appropriate pressure differential. This is the breakthrough concept [4] around which the Sherman-Texas plant was built. Functional Why-Why Analysis Usually, we do functional analysis for the entire initial situation to help us better understand the problem and define the problem model (step 1.2 and 1.3 of ARIZ-85V [3]). My approach is different. In this approach, we do the functional analysis of the why-why contradictions as the next step to the completion of the why-why diagram. We end up doing many small functional analyses instead of a big one. On the level of why-why contradiction, the functional model is only slightly more complex than the problem model. This approach allows to make the functional analysis much simpler and more focused which makes the concept generation easier and more effective. Additionally, this approach allows us to naturally transition from why-why analysis to Functional Clues [5]. Now, let us discuss how Functional Why-Why analysis is done in TechOptimizer. TechOptimizer v. 3.5 offers an interface very suitable for the Functional Why-Why analysis. This analysis can be done in the Process Analysis module (Fig. A1.1). Please, refer to the series of the screenshots in Appendix 1. Importantly, Show Subprocess stage feature must be enabled (Fig. A1.2). The why-why analysis is done in the Subprocess window of the software. The initial observation uses Not Analyzed Subprocess box and the whys are put in the Subprocess boxes. The whys are connected with the causal arrows. Please, refer to Fig. A1.3. Each Subprocess box has an option of opening the Operations window, separate for each Subprocess. This window is used to right down the why-why contradiction. This contradiction is described in the Operation box (Fig. A1.4). Each why has its unique contradiction. The Operation box has an option to open the Operation Analysis window. This window is used for the functional analysis of the why-why contradiction (Fig. A1.5). The whole why-why diagram will be saved along with all the contradictions and partial functional analyses. Interface with Functional Clues There is only one step left which connects the Functional Why-Why analysis with the system of the Functional Clues described in [5]: the transition from the partial functional model to the Application Condition of a Functional Clue. This transition is done in a functional diagram by selecting one of its components and no more than two arrows coming to or from this component. This selection, basically, defines the graphical model of the problem also called Application Condition in the Functional Clue language. The [5] considers this transition and the following steps in details. The system of Functional Clues completes the problem analysis and solution method described here by providing means to generate creative concepts addressing each of the why-why contradictions. Conclusions The Functional Why-Why approach described in the present paper allows to break the initial inventive situation down to the partial problem statements called why-why contradictions. These why-why contradictions are prioritized into a Why-Why Contradiction Map and further analyzed using functional approach. The initial why-why diagram gets further developed by the hidden why search. This systematic approach enables reliable problem analysis and ensures that the key contradictions or problems will not be overlooked. This, in turn, increases reliability, productivity and effectiveness of the concept generation stage done by the system of Functional Clues. References 1. A. M. Pinyayev (1998). Causal Analysis of Undesirable Effects in Complex Technical Systems. Collected articles: “Teoriya I praktika obucheniya tekhnicheskomu tvorchestvu”, 21 – 27 May 1988, Chelyabinsk, pp. 65 – 66. In Russian. 2. A. I. Ponomarenko (1995). Selecting a Problem by Using the Undesirable Action Negation Statement. Journal of TRIZ, 1995, №1, pp. 51 – 53. In Russian. 3. B. L. Zlotin, A. V. Zusman (1991). Come to the Training Ground. In collect.: How to Become a Heretic. Compil. By A.B. Seljutskiy. Petrozavodsk, Kareliya, 1991, p. 192. In Russian. 4. U.S. Pat. # 4,474,821 5. Aleksey Pinyayev. Functional Clues. TRIZ Journal (www.triz-journal.com), December 2006. |
Главная |
|