Главная |
|||||||||
|
Эволюция производственных систем двигалась по пути снижения издержек. Первым этапом эволюции был переход к массовому производству. На заводах Ford впервые были применены концепции взаимозаменяемости комплектующих и принцип потока. Массовое производство позволяло экономить на масштабе производства, но оно было рассчитано на изготовление ограниченного числа моделей. Для компании Ford это было выгодно, т.к. она имела в своем распоряжении огромный американский и международный рынок. Однако для небольших рынков это было неприемлемо. Следующий этап эволюции производства наступил в момент, когда компания Toyota, ограниченная в ресурсах из-за недавно закончившейся Второй мировой войны, адаптирует идею массового производства к японскому рынку, также ослабленному после войны. Появляется система Just-in-time, которая устраняет избытки запасов, тем самым, снижая издержки. Эта система предполагает производство маленькими партиями, что позволяет избежать перепроизводства и разнообразить продукцию. Третий этап эволюции связан с появлением "производственной ячейки". В производственной ячейке изделие изготавливается от начала до конца в одном месте. Благодаря этому обеспечивается снижение издержек. Создание производственных ячеек позволяет развить высокую скорость обновления, т.к. перестроить относительно небольшую производственную ячейку проще, чем всю компанию. В эволюции производственного процесса просматривается действие Закона повышения согласованности системы, входящего в Законы развития технических систем. Закон повышения согласованности заключается в том, что в процессе развития происходит последовательное согласование характеристик частей системы между собой, а также системы и ее частей с надсистемой. Производственный процесс эволюционирует через механизм "согласования действия". Повышение согласованности действия происходит различным образом в зависимости от вида действия, происходящего при повышении согласованности, и вида ресурса, от которого зависит эффективность системы (рис.1).[1]
Рис.1. Варианты действия Закона повышения согласованности
Эволюция производственной системы усиливает полезное действие системы, т.е. увеличивать прибыль, а эффективность системы зависит от относительного количества задействованных ресурсов, т.е. ресурсов, затраченных на производство единицы продукции. Таким образом, происходит эволюция по пути объем - плоскость - линия - точка. Согласно ЗРТС вначале существования системы взаимодействия ресурсов с действием системы происходит в объеме. Для взаимодействия в объеме характерно изменение параметра системы по трем осям. Как только параметр фиксируется по одной из осей, взаимодействие переходит в плоскость. Когда фиксируется следующий параметр по другой оси - в линию. Когда все параметры системы зафиксированы по трем осям, она достигла четвертого этапа и высшей точки своего развития. В этом случае говорят, что контакт действия с ресурсами перешел в точку. Оси системы производственного процесса представлены на рис.2.
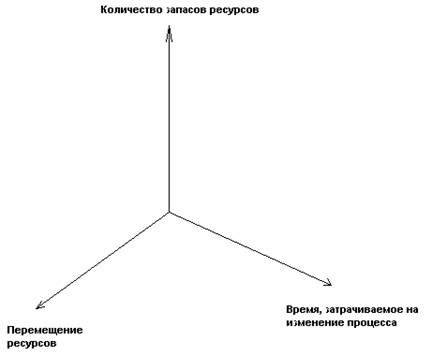 Рис.2. Оси системы производственного процесса
Для описания действия закона повышения согласованности необходимо выбрать оси, которые имеют количественное измерение. Были выбраны следующие оси: 1. Перемещение ресурсов, которое обеспечивает движение потока ресурсов в производстве (например, перемещение деталей). 2. Количество запасов ресурсов, которое обеспечивает постоянное пополнение потока ресурсов (например, запасы деталей на складах). 3. Время, затрачиваемое на изменение процессов, т.е. время необходимое для внедрения инноваций и нововведений в процессы производства для повышения эффективности использования ресурсов. Разберемся более детально, каким образом происходило согласование по каждой из осей. Производство - это процесс превращения запасов сырья и материалов в запасы готовой продукции. Первоначально процесс производства представлял собой множество операций, возложенных на одного рабочего. То есть один рабочий был задействован на нескольких уровнях производства. Отсутствие специализации не позволяло рабочим снижать время на производство единицы продукции и, следовательно, повышать эффективность производства в целом. Использование станков стояло на втором месте. Станки на производствах зачастую были расположены непоследовательно, далеко друг от друга и детали между ними перемещались неэффективно. Поэтому причина неэффективности производства заключалась в неправильном планировании функционирования ресурсов. В процессе эволюции изменяется главный параметр системы - количество ресурсов, затрачиваемых на производство единицы продукции. Т.к. система развивается в направлении повышения идеальности, в процессе развития системы значение главного параметра должно снижаться. Ресурсы включают комплектующие и рабочую силу. Т.е. должна повышаться эффективность использования ресурсов. В процессе эволюции производственной системы согласовываются ресурсы с основными средствами. Согласование проходит по следующим параметрам: 1. параметры для ресурса "рабочая сила": профессиональные навыки, творческий потенциал. 2. параметры для ресурса "комплектующие": скорость потока деталей, запас деталей. 3. параметры для основных средств: - расположение станков, производительность станков. Итак, первая ось - перемещение ресурсов в рамках производственного процесса. Когда главный параметр на этой оси еще не был зафиксирован, происходил контакт в объеме. Переход к контакту в плоскости, т.е. к фиксации главного параметра, произошел, когда Генри Форд на своих заводах внедрил разделение труда и впервые успешно применил конвейерное производство. Каждый рабочий стал выполнять только одну определенную операцию. За счет размещения оборудования и рабочих близко друг к другу в последовательности технологических операций на заводе были созданы специализированные пути движения продуктов, что минимизировало ручное время и время транспортировки и повысило эффективность. Перемещение ресурсов в пространстве стало четко зафиксировано. Таким образом, на первом этапе профессиональные навыки согласовываются со скоростью потока, скорость потока - с расположением станков. Однако имелись два крупных недостатка массового производства Форда. Первым были неумеренные запасы, как на стадии изготовления, так и на этапе сборки. В производстве оборудование требовало длительной наладки, а потому продукция изготавливалась сразу огромными партиями, и в результате возникал чрезмерный запас. На сборке вся линия могла остановиться из-за того, что на каком-то одном рабочем месте произошла поломка, обнаружен дефект качества, недостаток комплектующих частей или иная незадача. Чтобы устранить задержки, вдоль всей линии создавались большие резервные, или страховые запасы.[2] Таким образом, второй осью можно считать количество запасов ресурсов (деталей). Переход к контакту по линии, т.е. фиксация количества ресурсов, происходит с внедрением на заводах компании Toyota метода Just-in-time (JIT) ("точно вовремя"). Метод JIT снижает издержки путем поставки нужных деталей в нужном количестве в нужное время. Создание потока с высокой добавленной стоимостью осуществляется в виде борьбы с семью формами производственных потерь: перепроизводством, простоями, ненужной транспортировкой, лишними запасами, лишними непроизводительными операциями и браком.[3] Согласно методу JIT остаются только два вида производственных операций: транспортировка, как операция, обеспечивающая движение деталей, и производство, как единственная операция, непосредственно создающая добавленную стоимость. То есть появляется линия "транспортировка-производство". На втором этапе согласование профессиональных навыков со скоростью потока, а также скорости потока с расположением станков остается, добавляется согласование запаса деталей с производительностью станков. Но сама по себе система JIT не была совершенна. Она не уделяла достаточного внимания людям и развитию их творческого потенциала. Их связь с производством была налажена плохо. Это ухудшало проницаемость производственных процессов и процедур, повышало их сопротивляемость изменениям. Будем рассматривать третью ось, как время, затрачиваемое на изменение процесса. Для повышения скорости связи между процессами и рабочими, рабочим необходимо было дать больше свободы в выборе действий. Это было реализовано через систему производственных ячеек, которая включает в себя также принципы JIT. Группа рабочих формирует единую ячейку и собирает изделие от начала до конца, отказавшись от системы массового производства на конвейере. Система производственных ячеек позволяет повысить производительность труда, используя самостоятельность и изобретательность рабочих. Фактически происходит налаживание связи между процессами и людьми. Контакт ресурсов с системой переходит в точку, т.к. изделие полностью собирается в одном месте. К параметрам, согласовавшимся на предыдущих этапах, добавляется согласование творческого потенциала со скоростью потока и производительностью станков. Таким образом, согласование проходит полный путь объем - плоскость - линия - точка. Можно заключить, что эволюция производственных систем завершена. Выводы
Проанализирована эволюция производственных систем, начиная от "доконвейерного" производства до производственной системы Toyota, имеющей наименьшие издержки в отрасли. Показано, что эволюция производственных систем может быть описана законом повышения согласованности входящим в законы развития технических систем ТРИЗ. Высказано предположение, что эволюция производственных систем достигла предела. Библиографический список [к началу]
1. А. Любомирский, С. Литвин. "Законы развития технических систем" - Boston, MA: GEN3 Partners, 2003. 2. www.artkis.ru. 3. Джеффи К.Лайкер, ДАО TOYOTA - М.: Альпина бизнес букс, 2005. 4. www.japantoday.ru. |
|||||||||
Главная |
| ||||||||