|
Проектирование подвес-обоймы для Al профиля
И. Мелехов
02.2008 - 03.2008
"http:/melekhov.17.ru./ilya_pilot.html"
коробочка с крючком задание на проектирование
Подмосковная компания OОO ПилотПро занимается производством алюминиевых порогов для крепления напольных покрытий. Для упаковки и комплектации порогов используется подвес - изделие, совмещающее в себе функции упаковки дюбелей и шурупов, а также служащее крючком, за который порожек подвешивается во время затяжки в термоусадочную плёнку, и на котором в результате он висит на торговых стендах на прилавках. Подвесы заказываются с поставкой 1 раз в 2 недели (ориентировочно по 50 тыс. штук).

Старый подвес был выполнен в виде продолговатой коробочки с крючком, в которую прятались шурупы. Подвес прикрепляется к порожку посредством конического штыря на подвесе, входящего в крайнее (первое) отверстие порожка (первое отверстие располагается с отступом от края 50 мм, далее с шагом 180 мм) и последующего затягивания плёнкой. Один и тот же подвес ставится на все пороги: от 0.9 до 2 м. Из-за этого асортимента длин, количество заранее просверленных отверстий в порогах разное - соответственно надо класть в упаковку разное количество шурупов с дюбелями. Кроме разной длины пороги имеют различную ширину (от 20 мм до 100 мм), что вызывает некоторые сложности при обтягивании плёнкой и определяет минимальную ширину подвеса. Коробка непрозрачная (используется дешёвая пластмасса) и после её закрывания и затягивания всего изделия в термоусадочную плёнку, открыть коробку и проконтролировать количество шурупов не представлялось возможным.

Переход на комплектацию порогов кроме саморезов ещё и дюбелями вынудил задуматься о новой упаковке изделий. Производитель так сформулировал требования по изменению формы подвеса:
- упрощение закладки метизов
- улучшение товарного вида
- обеспечение возможности упаковки подвесов, исключающей недовложения
- минимизация подозрений покупателей о недокомплектации
- обеспечение технологичности в серийном производстве
- минимизация затрат на оснастку (прессформы) для серийного производства
- минимизация затрат на сырье

Производитель решил класть в комплект не только саморезы, но и дюбели - эта отличительная черта продукции должна быть заметной на прилавке. Когда для всех шурупов самого длинного порога предусмотрены места на подвесе, а, скажем, заполнена только часть, у покупателя появляется подозрение, что остальные шурупы кто-то спёр из упаковки. В случае с коробкой такого психологического момента нет, а "сюрприз" ожидает покупателя дома при распаковке порога. Покупатель не может проверить заранее, что находится внутри коробки. Отказ от "коробочных" вариантов исполнения подвеса и требование визуально контролировать количество шурупов в подвесе определили вид крепежа: каждый шуруп или дюбель в обойме надо крепить индивидуально.
наклонно по-диагонали вариант заказчика
При индивидуальном креплении каждого шурупа, последние можно расположить на полосе разными способами. Один из вариантов - расположение шурупов на подвесе наклонно по-диагонали - был предложен самим заказчиком в качестве предварительного видения проекта... При этом шаг в обойме получился 12 мм, общая длина подвеса составила 215 мм, и это при условии, что дюбели заранее надеты на шурупы (так поступают некоторые конкуренты, видимо осуществляя эту подсборочную операцию на робототизированных автоматических линиях). В нашем случае эта лишняя и страшно трудоёмкая ручная операция, кроме всего прочего даёт и непостоянство размеров длин "одетых" шурупов. На подвесе эти разные по длине шурупы будут вставляться "вразнобой", и добиться общей стройности их ряда невозможно (так как по направлению своих осей шурупы ни во что не упираются).
Поэтому ещё в начале проектирования стало ясно, что по оси шурупов их надо базировать - т.е. при вставке в обойму упирать одним из концов в общую базирующую поверхность. Наклонное расположение шурупов на подвесе не сильно уменьшает поперечную ширину подвеса (чего самостоятельно пытался добиться заказчик), но существенно увеличивает общую длину и материалоёмкость. А также ухудшает внешний вид - шурупы "торчат во все стороны" и могут явиться причиной разрывов термоусадочной упаковки-плёнки. Если же при наклонном расположении шурупов попробовать сделать базирующий упор для каждого из шурупов, то получится такая "ступенчатая" громоздкая форма и расход пластмассы возрастёт ещё больше. Это нетехнологичное усложнение формы.
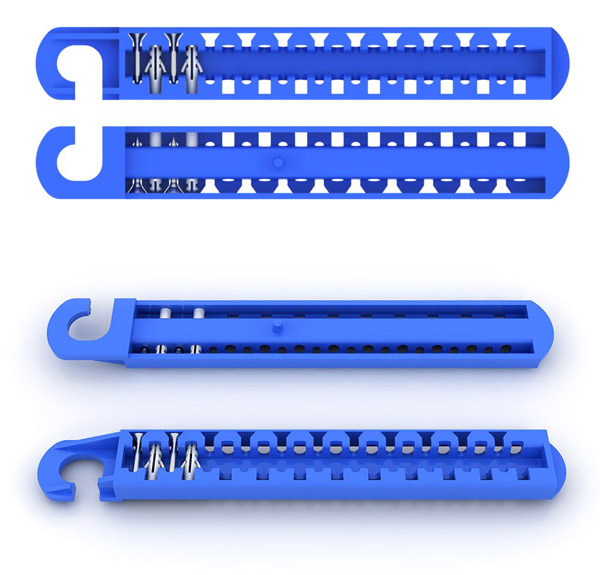
Вместо "диагонального" варианта заказчику были предложены 2 более логичных варианта "простого" поперечного (раздельного) расположения шурупов и дюбелей на подвесе. Я назвал их по форме сечения (профиля) - варианты M и Z.
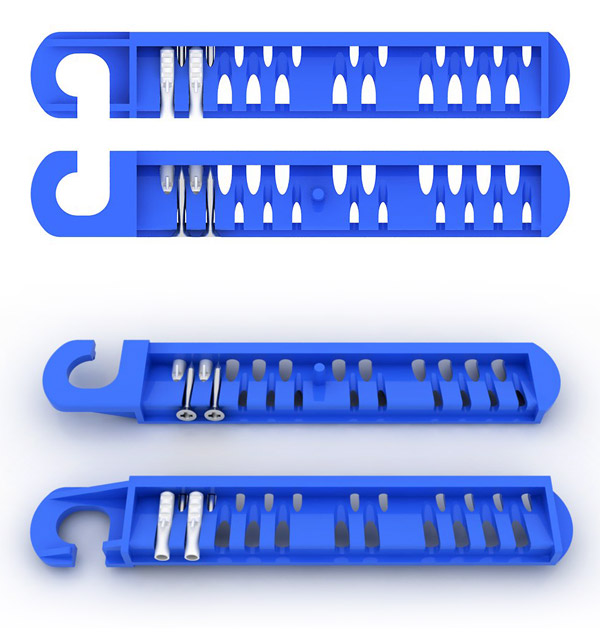
M проектирование
С самого начала было ясно, что поперечное сечение будущего подвеса должно быть в сечении "плавным" - как можно сильнее "прижиматься" к порожку вследствие требований отсутствия острых краёв для термоусадки в плёнку. Острые шляпки и концы саморезов надо прятать. Пластмассовые дюбели менее острые, но также могут иметь необработанные края. Для сокращения общей длины изделия и более плотного расположения шурупов было предложено максимально уменьшить шаг их размещения в обойме. Такое их "слишком близкое" расположение друг-к-другу вынуждает придумывать разные способы закладки в обойму для двух соседних патронов (можно и "задвигать" их в обойму с торца, что сразу показалось бесперспективным и слишком трудоёмким на конвейере). Появился вариант М - "модернизированный", общая длина полосы-обоймы варианта М составила 176 мм против 215 мм варианта, разработанного заказчиком собственными силами.
Вариант M. Технические подробности. Форма ушка (крюка) должен был полностью соответствовать по размерам уже имеющемуся оборудованию. Другой сложностью оказались размеры "посадки" под шурупы и дюбели. Посадка должна крепко держать шуруп хотя бы до термоусадки в плёнку, удерживая его от случайных выпадений, но, в то же время, не представлять лишних усилий для сборщицы, вручную вставляющей миллионы шурупов в обоймы каждый день. После консультаций с производителем и замером аналогов решено было не делать наклонных стенок гнезда, а обеспечить посадку внатяг просто за счёт "чуть" меньшего размера гнезда, чем внешний диаметр резьбы шурупов. Размеры сначала так соответствовали крепежу: цилиндр под шуруп - диаметр 2.5 (шуруп по цилиндру 2, по резьбе 3), под дюбель - диаметр цилиндра 4 (вплотную). Поскольку дюбели пластмассовые, то в отличие от шурупов всегда имеют слой облоя от литья и больший разброс размеров. Однако из-за относительнй податливости и упругости могут сами держаться в посадке. Точность построений 0.01 мм.
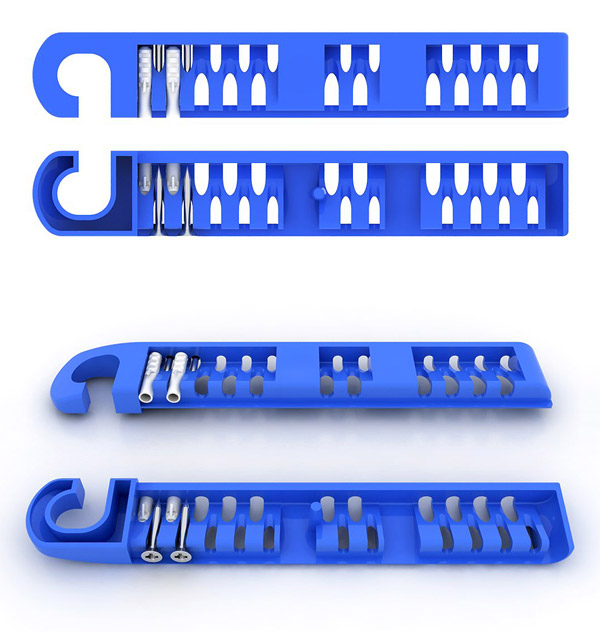
Z проектирование
Вариант Z. Второй предложенный вариант имел ещё более плотную компоновку шурупов. Сокращение длины и уменьшение шага стало возможным благодаря размещению "ячейками". Что вынуждает закладывать патроны в обойму с двух сторон. Такое решение позволяет отделить шурупы от дюбелей и задать их более чёткое расположение на подвесе (что сказывается и на внешнем виде изделия). Размеры посадок соответствуют варианту М, толщина литья также одинаковая - 2 мм. Именно этот вариант был выбран за основной для дальнейшего анализа и оптимизации.
5 + 2 + 4 = 5, 6, 7, 9, 11 схема укладки
При проектировании варианта Z распределение метизов по длине обоймы-подвеса само собой получалось неравномерным. Закладка должна осуществляться с двух сторон обоймы. Но из-за наличия конического штырька - шипа (вставляющегося в отзенкерованное отверстие порога) посередине подвеса и необходимых рёбер жёсткости патроны оказываются уже поделёнными на группы. Это чисто внешнее (визуальное) решение наполнилось логикой, когда варианты заполнения гнёзд согласовались с системой двоичного счисления!
Из-за асортимента длин порогов и разного количества шурупов, которые необходимо класть в упаковку, получалось большое количество вариантов комплектации - 6 (!). Всё разнообразие вариантов математически было разбито на группы полностью заполненных гнёзд, а именно (в штуках) 5, 4+2, 5+2, 5+4, 5+2+4, 5+2+4 соответственно для длин порогов 0.9м , 1.0м , 1.2м, 1.5м, 1.8м, 2.0м. Если обозначить группы двоичными разрядами (0 - группа пустая, 1 - группа заполнена шурупами), то полностью используются все разряды - 000 100 011 110 101 111, все пустые ячейки - 000, все заполнены - 111. Неиспользованными остаются ещё два варианта комплектации 010 и 001, соответствующие 2 и 4 штукам шурупов, но таких коротких отрезков порогов не выпускается.
Разбивка на полностью заполненные группы снимает вопрос покупателя о "неполном" комплекте шурупов, как было бы в случае, если бы часть ячеек просто осталась бы незаполненной, а все ячейки были бы равномерно распределены по обойме. Разбивка оказалась столь удачной, логичной и легко визуально контролируемой, что производитель решил вставлять этот рисунок в приложение к договорам с перерабатывающими цехами сборки, как правила упаковки (укладки). Последняя схема укладки используется для 2 длин - и 1,8м и 2,0м.
Zlego окончательный вариант
Вариант Z был выбран основным и немного оптимизирован - став вариантом ЛЕГО. Форма кассеты осталась почти без изменений, толщина литья уменьшена до 1.5 мм. Отпала необходимость в усилении профиля поперечными рёбрами - их роль играют плоские площадки между группами шурупов. Крюк не изменился в плане, но стал объёмным, корпусным, чтобы он гармонировал с исполнением низа подвеса, чья форма была продиктована требованиями термоусадки. Лицевой строной подвеса стала не та сторона, которой он прижимался к профилю (порогу), а обратная - со стороны обоймы. Что опять же больше соответствует требованиям технологии утягивания в плёнку.
отладка посадок прототипирование
Отдельной работой оказалась "отладка" формы посадочных отверстий "чтобы шурупы и дюбели из обоймы не выпадали" на прототипе. До прототипа промежуточные посадки, в которых должны держаться метизы, были такие - 4 мм под дюбель, 3 мм под саморез (диаметры). Но на прототипе выяснилось, что пластмассовые дюбели в 4 мм держатся очень хорошо, а вот саморезы бывают разные - у них резьба отличается у разных производителей даже в пределах одной и той же поставки. Поэтому 2.8 мм диаметра - более предпочтительная посадка. Пришлось вернуться и подкорректировать 3D-модель.
материалоёмкость итоги
|
| подвес |
толщина литья
мм |
габариты
WxDxH, XxYxZ, мм |
материалоёмкость
см3 |
|
| коробочка с крючком |
2 |
92x28x18 |
- |
| M |
2 |
176х24х12 |
12.551 |
| Z |
2 |
150х24х12 |
8.462 |
| Zlego |
1.5 |
151х24х12 |
7.325 |
|
Оптимизация формы с эстетических позиций вызвала бы повышенный расход материала, но из-за решения технологов уменьшить литейную толщину с 2 до 1.5 мм, почти не отразилась на материалоёмкости окончательного изделия.
|