На сортовом стане 300 горячей прокатки валки охлаждаются водой, подаваемой насосом 1 по трубопроводу 2 в калибры (рис. 1).
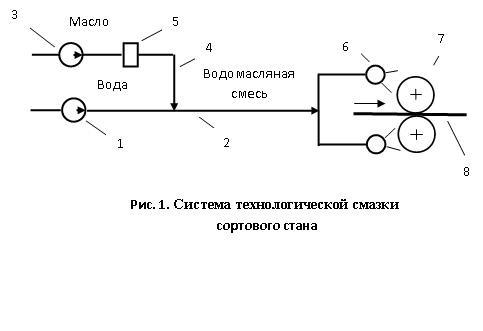
Рис.1
Для снижения износа валков применяется технологическая смазка (ТСМ): смесь минерального масла с жировыми присадками. Система работает следующим образом. Технологическая смазка насосом 3 по трубопроводу 4 подается в трубопровод подачи воды 2, где смешивается с водой и полученная водомасляная смесь из коллекторов 6 поступает в калибры валков 7. Позицией 8 обозначена деформируемая заготовка, движущаяся в направлении обозначенном стрелкой. При отсутствии раската в клетях подача смазки прекращается за счет срабатывания клапана 5. При освоении системы ТСМ возникла проблема. Применение смазки практически не дает эффекта. Попытки увеличить ее эффективность за счет увеличения расхода и концентрации жировых присадок привели к пробуксовкам и застреванию раската в валках. Задача – уменьшить износ валков на 15-30% за счет применения ТСМ. Предлагаю решить задачу с помощью программы «Изобретающая машина ФСА» по схеме, изображенной на рис.2.
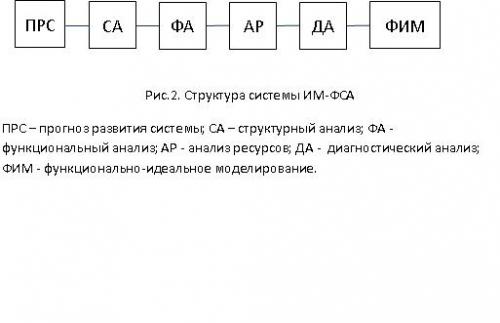
Рис.2
В начале схемы должен быть расположен блок подготовки информации. Но как-то он слабовато работает в системе ИМ-ФСА. Возьму на себя смелость заменить его на блок прогноза развития системы по методике Ю.Даниловского, так как считаю, что он значительно эффективней. В дальнейшем, по ходу решения задачи предполагается постоянно возвращаться к этому блоку для анализа и корректировки промежуточных результатов. По моему мнению прогноз должен проходить через все решение, последовательно приводя к оптимальному решению. Так как прототип пока не известен за аналоги возьмем способ, вещество и устройство, несмотря на то, что программа ИМ-ФСА работает с ТС. Это необходимо для прогнозов по разным классам
Основные аналоги (1976-1985г.)
- Способ подачи водомасляной эмульсии на валки прокатного стана. АС 719723. 1980г. Включает инъекцию масла в движущийся и вращающийся поток воды. Для повышения интенсивности перемешивания эмульсии инъекцию масла осуществляют тангенциально навстречу вращающей и поступательной составляющим движения водяного потока.
- Способ приготовления смазки для подачи на валки при горячей прокатке. Заявка Японии № 52-113352. 1976г. Включает инжектирование масла в воду и подачу полученной эмульсии на валки.
- Способ подачи водомасляной эмульсии на валки прокатного стана. Включает подачу масла на валки в струе пара.
- Устройство для подачи ТСМ на валки стана горячей прокатки. АС 900895. 1983г. Содержит насос, магистраль подачи ТСМ в смеси с водой под давлением и форсунки. Перед форсунками установлен дополнительный смеситель.
- Устройство для подачи эмульсии при горячей прокатке. Заявка Японии № 53-134755. 1980г. Смесь масла с водой подают в коллектор из автоматического смесителя. Для регулирования концентрации масла в воде перед смесителем установлен регулятор давления масла.
- Смазочное средство для горячей обработки металлов. Заявка Японии № 57-36195. 1983г. Содержит кристаллическую целлюлозу (10%), полиакриловую к-ту (15%), и воду.
- ТСМ для прокатки стальных листов при повышенных температурах. Патент Японии № 52-20430. 1978г. Смесь минерального масла, жира, ингибитора коррозии и присадок.
- Смазка для горячей обработки металла давлением. АС 1162863. 1985г. Содержит графит (40%), алкилфеноламиновую смолу (1%) и минеральное масло.
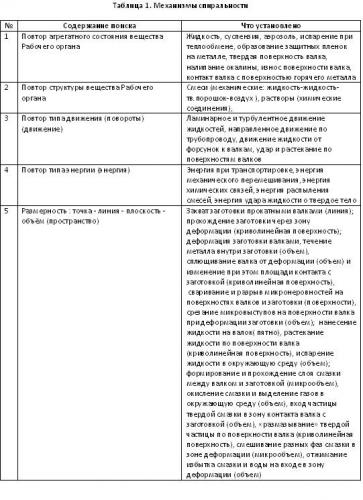
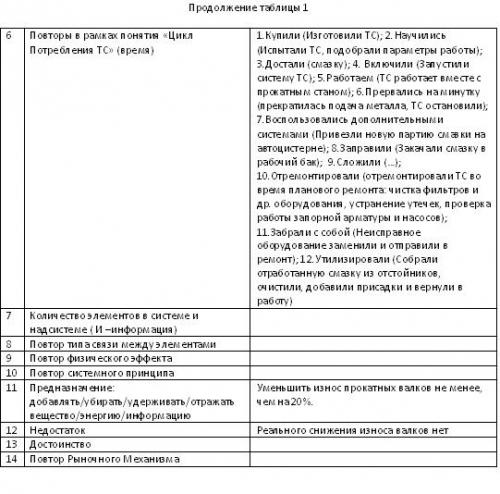
Заполняем таблицу механизмов спиральности. Для некоторых пунктов пока нет данных, но они появятся по ходу решения.
Таблица 1. Механизмы спиральности
Re: Система технологической ...
ну не читается текст в таблицах...нельзя ли поставить рисунки с лучшим качеством.
или так и было задумано ;-)
Re: Система технологической ...
Таблица 1. Механизмы спиральности
сваривание и разрыв микронеровностей на поверхностях валков и заготовки (поверхности), срезание микровыступов на поверхности валка при деформации заготовки (объем); нанесение жидкости на валок( пятно), растекание жидкости по поверхности валка (криволинейная поверхность), испарение жидкости в окружающую среду (объем); формирование и прохождение слоя смазки между валком и заготовкой (микрообъем), окисление смазки и выделение газов в окружающую среду (объем), вход частицы твердой смазки в зону контакта валка с заготовкой (объем), «размазывание» твердой частицы по поверхности валка (криволинейная поверхность), смешивание разных фаз смазки в зоне деформации (микрообъем), отжимание избытка смазки и воды на входе в зону деформации (объем)
Re: Система технологической ...
...Применение смазки практически не дает эффекта. Попытки
увеличить ее эффективность за счет увеличения расхода и
концентрации жировых присадок привели к пробуксовкам и
застреванию раската в валках. Задача – уменьшить износ валков
на 15-30% за счет применения ТСМ.
"Мухи - мухами, котлеты - котлетами"...
ГФ для ТСМ - исключить адгезию (налипание, сваривание..)
прокатываемого мат-ла на валки, а так же, налипание,
образующейся в процессе горячей прокатки, окалины на валки и
вдавливание её в прокатываемый лист. Т.е. смазка обязана
обеспечить тончайщую пленку на обеих поверхностях, на валках и
на листе. Но!..
1. Тонкая пленка не смоет с листа окалину, и та будет вдавлена
в лист или (что еще хуже) в разогретый валок.
С одной стороны - это главный разрушитель поверхности валков,
приводящий к повышенному износу,
с другой - валок, в "оспинах" от окалины уже сам портит
прокатываемый лист.
2. Значит окалину нужно смывать мощной струей.
Нельзя. Лист резко остынет и опять ухудшиться качество.
3. Минеральное масло и пр. жировые присадки при таких
температурах неизбежно выгорают (особенно в зоне контакта, ОЗ),
то коксующаяся составляющая работает как абразив.
С одной стороны - улучшает трение (нет проскальзывания),
с другой - производит непрерывную "подполировку" поверхности
валка. Причем, величина (скорость) этого износа зависит от
неоднородности структуры металла в разных местах. И т.д...
Вывод:
Смазка - смазкой (дабы исключить адгезию).
Охлаждение - охлаждением. Если валки будут иметь "комнатную
температуру", при которой почти отсутствует пластическая
деформация и износ самих валков.
Здесь две самостоятельных задачи, причем, если эффектно
решается задача охлаждения валков, то практически без
усложнений решится и задача смазки.
Возможно, есть и еще одна - как убрать с поверхности листа
окалину? Или (что круче) - как прокатывать "на горячую", но
чтобы не образовывалась окалина?
Re: Система технологической ...
1. Зачем нужно охлаждение валков- понятно.
А зачем нужна смазка? Эти валки тянут лист, следовательно проскальзывание между валками и листом происходить не должно, следовательно коэффициент трения между валками и листом нужен не маленький а большой.
Что и было блистательно подтверждено вышеописанным экспериментом.
Так что на мой взгляд задачу "успешно" решают не в ту сторону.
На мой взгляд надо подавать "антисмазку", т.е. микро- а лучше нано- абразивный порошок (хотите- сделаем) для увеличения коэфициента трения в зону контакта, а охлаждающую жидкость - на валки.
2.Хоть убей - никак не могу увидеть никаких "спиральных законов" в описанном примере?
Re: Система технологической ...
И "да и "нет".
Очень наглядная модель этого процесса - раскатывание теста скалкой на присыпанном мукой столе:))
Обратите внимание - проскальзывание там НЕИЗБЕЖНО есть! Лист становится тоньше, и "лишнее" тесто С ПРОСКАЛЬЗЫВАНИЕМ выползает на входе валка. Там же идет и абразивный износ (возвращаясь к металлу).
Re: Система технологической ...
Я тоже задал себе этот вопрос и нашел вот что:
1. Трение при прокатке и влияние различных факторов. ссылка
2. Горячая прокатка стальных полос. ссылка
3. Нагрев металла перед прокаткой. ссылка
invem, несколько вопросов:
1. окалина - это основная причина порчи валков? Как ее удаляют в "сортовом стане 300"? Например, в статье "Нагрев металла перед прокаткой" сказано, что окалину взрыхляют боковым обжатием и смывают водой. В вашем случае также поступают? Может быть валки портятся от неэффективного смыва окалины перед прокаткой?
2. Какое соотношение воды и смазки в смеси? Может быть причина порчи валков в неравномерности подачи смазки на поверхность валков(где-то густо, а где-то пусто)?
Re: Система технологической ...
Перед прокаткой заготовки нагреваются в методических печах до температуры 1100-1200 °C. На поверхности заготовки образуется печная окалина, которая при этой температуре слетает с заготовки при движении по рольгангу к 1-й клети. Поперечное сечение заготовки - квадрат 98*98мм. Окалина на поверхности не остается. Она ссыпается в специальный бункер, из которого периодически выгружается с помощью крана. Принудительное удаление окалины на этом стане не предусмотрено. При прокатке в первой клети окисная пленка удаляется с поверхности заготовки за счет скольжения металла относительно поверхности валка. При деформации в зоне входа заготовки металл течет в обратном направлении, примерно в середине очага деформации скорости металла и поверхности валка выравниваются, а затем металл течет в направлении прокатки. На выходе из валков скорость движения металла всегда выше, чем на входе из-за деформации. На выходе из валков поверхность заготовки ювенильная - без окисной пленки. Затем, при движении до следующей клети поверхность окисляется кислородом воздуха и процесс повторяется. Где-то у меня был расчет толщины окисной пленки по межклетевым промежуткам многоклетевого стана. Если найду - представлю.
Расход воды на охлаждение калибров одной клети составляет 35м3/ч, концентрация смазки - 0.04%. Смазка подается в воду только тогда, когда происходит деформация металла.
Совершенно верное замечание Alex в отношении неравномерности подачи смазки. В таблице прогнозов приведены виды движения жидкостей - ламинарное и турбулентное. Необходимо изучить условия смешивания воды и смазки в ТС. При ламинарном движении смешивание не происходит, при турбулентном - смешивание происходит, но теряется энергия потока водомасляной смеси.
Re: Система технологической ...
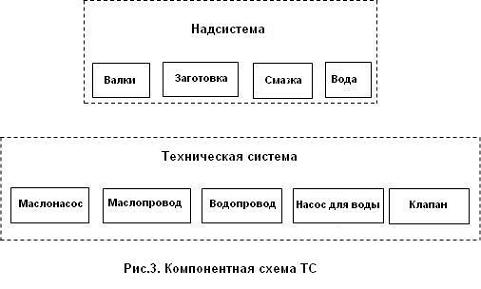
Компонентная схема ТС изображена на рис. 3. За систему примем системы охлаждения и смазки в совокупности, так как они взаимосвязаны. Система охлаждения подает воду на охлаждение валков. Система смазки подает масло в водную магистраль. Вода доставляет масло до валков, после чего масло отделяется от воды и образует защитную пленку на поверхности калибра. Таким образом, охладитель выполняет дополнительную функцию доставщика масла. Элементами надсистемы являются валки, заготовка, вода и смазка.
Re: Система технологической ...
Не берусь оспаривать, но вызывает сомнение ювенильность. Если бы это было именно так, то и поверхность валка, после контакта
с прокатом, д.б. тоже ювенильной. Возникает законный вопрос: - куда делась та самая защитная пленка? Возможно речь идет о
ПОЧТИ ювенильной поверхности?.. Не смотря на достаточно большое удельное давление в зоне прокатки, оно (давление) не
настолько велико, что бы не могло быть преоделено давлением газов от выгорающей СОЖ (тот эксперимент с избыточным охлаждением и последовавшим падением трения, проскальзываием валков). Следовательно, часть сгоревшей смазки и продукты хим реакций неизбежно будут вдавлены в поверхность заготовки и, частично, в поверхность валка. Это ж и есть защитная пленка? Или что-то не так?
Резкий нагрев от проката в зоне деформации и резкое охлаждение водой (парАми) на остальной поверхности валка.
Допустим недопустимое? Поверхность валка (?) обладает столь низкой теплопроводностью, что теплопередача от проката к валку
минимальна. Не важно КАК мы это обеспечим, например, используем "прокладку". Все остается - как было, но пропала теплопередача.
Что при этом будет "хорошо", и что вдруг станет "плохо"?
Re: Система технологической ...
vev пишет:
Согласен, насчет ювенильности я перебрал. Ювенильные поверхности идеально бы сварились между собой.
vev пишет:
Это довольно трудно сделать,но почему бы и нет? Введем между валками и заготовкой теплоизоляцию. При напылении на поверхность горячего металла водного раствора жидкого стекла образуется равномерный белый налет. После деформации горячего металла в валках на лабораторном стане дуо налет превращается в равномерное стекловидное покрытие. Это я сам проверял экспериментально на стальных образцах(t=800-900 °C, обжатие 25%). Этот слой будет деформировать заготовку и принимать на себя тепловой удар. Только стекло трудно удалить с поверхности готового проката. Пусть тогда это будет горячая прокатка с одновременным нанесением защитного покрытия. Надо только поработать над добавками к раствору. Зафиксируем это как промежуточное решение.
Теперь, если нам не нужно такое покрытие, что делать? Разрыхлим структуру покрытия добавкой глины. При этом мы значительно уменьшим теплопроводность покрытия. Допущение vev о защитной прослойке вполне реально. Стекло является смазкой, глина - теплоизолятором. При прокатке на десятиклетевом стане 300, установив форсунки с раствором в межклетевых промежутках, наверное можно получить какие-нибудь результаты. Только, для полной гарантии, чтобы на готовом прокате не оставались остатки неорганической смазки, в 1-2 последних межклетевых промежутках форсунки не ставить. Смазки может хватить с предыдущей прокатки.
Какой получается результат? Тепловой удар уменьшается, валок нормально охлаждается, т.к. с него хорошо смывается раствор с неорганикой, износ валка уменьшается за счет уменьшения трения и тепловых нагрузок. Это может быть вторым промежуточным решением.
Проанализировав историю создания неорганических смазок, можно легко найти подобные составы. Значит, по прогнозу развития эти составы должны повториться на новом уровне?
Re: Система технологической ...
Иными словами, такая "прокладка" может деформировать и существено уменьшит тепловую нагрузку - это хорошо.
Она же ("прокладка") в определенных случаях может быть защитным (антикорозионным?) покрытием проката (временно, между
черновыми клетями, или постоянно по запросу потребителя) - это тоже хорошо.
Но эту прокладку невозможно отодрать от готового проката, когда она там не нужна - это очень плохо.
А когда она вредна? Например, при последующей дуговой или контактной сварке проката у потребителя.
Тогда далее два направления:
1. - Остаточная защитная пленка является еще и флюсом (присадкой?) для сварки - вторичная задача. (вред в пользу)
2. - Защитная пленка "отскакивает" (отслаивается) сама, например, за счет существенной разницы коэффициентов теплового
расширения. Прокат остывая сжимается, а пленка нет. Тоже вторичная задача.
Но это, естественно, в случае Вашего выбора предложенного пути:))
Увы! Признаться, в химии слаб с детства:)
Re: Система технологической ...
Изучался и такой вариант, когда применяли порошковую целлюлозу в смеси с водомасляной эмульсией. Эту суспензию подавали на заготовку перед последней клетью стана 250 горячей прокатки проволоки. Целлюлоза успевала выполнять свою защитную функцию,а затем сгорала и смывалась водой. Количество окислов на поверхности катанки после остывания было на 30% меньше. Таким образом, если постараться, то можно смазкой очищать прокат от окислов.
Re: Система технологической ...
К стати о раскатке теста вручную (см. пост от 22/08/2010 - 22:53.)
Мука - системный ресурс. Выполняет ту же функцию - устраняет адгезию к валку и к столу...
Возможно ли применение такого компонента при горячей прокатке?
Не муки, конечно, но "муки" из Fe или из Fe2o3? И то и другое родственно изделию (по крайней мере для черных металлов) и инструменту. Мелкодисперсный оксид и минеральное масло - как смазка, вода - как охладитель и основа суспензии?...
Механически прикатанная валком к прокату пленка из "окалины" защитит поверхность от дальнейшего образования окалины.
Варьируя содержание окалины в СОЖ можно управлять толщиной защитной пленки.
Re: Система технологической ...
Invem, приветствую!
Очень интерсный факт:
Дело в том, что я видел, как во время прокатки листов (стан 2000, цех № 11, Ижорский завод, конец 60-х - начало 70-х гг.) на лист перед входом в валки бросали березовые веники. Зрелище очень впечатляющее - искры фонтаном, треск (прутья буквально взрывались). Мне объяснили, что так разрушают окалину...
Это я к чему: вчера (вот так совпало!) ситуацию с вениками связал с обсуждением здесь.
Взял фразу из поста (http://www.metodolog.ru/node/666#comment-10307, invem в пн, 23/08/2010 - 19:58): "... избыток воды переохлаждает заготовку, что недопустимо..." и , чуть подредактировав текст, сформулировал задачу - Нужно охлаждать валки и удалять окалину с помощью большого количества воды. Но возникает проблема переохлаждения валков (*) и их растрескивания.
(*) Я взял как более важную задачу сохранение валков. Хотя, конечно, нужен более тщательный анализ всех элементов, структуры, функций.
Конкретное противоречие: Воды должно быть много, чтобы валки надежно охлаждать, но такое охлаждение приводит к переохлаждению и растрескиванию валков.
Типовое противоречие: Повышение надежности функционирования системы (параметр 27) приводит к возникновению вредного фактора (параметр 31).
Типовые приемы разрешения противоречия:
35 - изменение параметров (физическое состояние - тв. вещество, жидкость, газ; концентрация, консистенция; гибкость; температура и пр.)
02 - вынесение
40 - композиты
26 - копирование (не удалось проинтерпретировать).
Приемы №№ 35, 02 и 40 подсказывают направления решения.
Развитие идеи с вениками:
1. Вода + древесные опилки - воды не так много, но за счет её большой теплоты парообразования хороший отбор тепла с валков; опилки под давлением “взрываются» и ломают окалину.
2. Вода + древесные опилки + масло - для лучшей смазки
3. Опилки - возможна замена на лигнин?
А на утро прочитал про эксперименты с целлюлозой. Значит, что-то в этом есть.
Успехов,
AlexZ
Re: Система технологической ...
vev пишет:
Окалина примерно до середины стана является смазкой. Я этот фактор попытался Затем она теряет пластические свойства и становится абразивом. Очень близкое по природе вещество к железу обладает значительной адгезией. Это приводит к появлению дефекта "вкатанная окалина". И еще она обладает плохим свойством - собирать продукты износа и образовывать трудноудаляемые загрязнения в магистрали слива отработанного охладителя. Люди отбойными молотками, ломами и лопатами чистят сливы во время ремонтов.
В одном Вы правы - надо заставить работать окалину, только ту, которая уже есть, а затем избавиться от нее. Значит процесс окисления при прокатке надо сделать управляемым.
В СОЖ еще много чего есть. Так как система водоснабжения цеха оборотная, то в воде обязательно присутствуют капли масел из оборудования стана. Еще до перестройки ребята из института черной металлургии (г.Днепропетровск) начинали изучать этот процесс на ММК, но так все и ушло в небытие. Как это трудно выскребать из памяти давно ушедшую информацию.
Значит у нас еще появляется возможность управления - использование так называемых свободных масел в охлаждающей воде. Становится не так уж плохо. Почти ничего не надо брать извне, а просто заставить работать уже имеющиеся ресурсы. Хотя это и не наша идея, а ГСА, все равно приятно.
Re: Система технологической ...
AlexZ пишет:
Конечно надо испытать лигнин вместо целлюлозы. Микрокристаллическая целлюлоза, которую мы испытывали, изготавливается из хлопка, которого днем с огнем не найдешь. Да и заводы по переработке, где они?
Re: Система технологической ...
Надеюсь, и ГСА не менее приятно от того, что мы с Вами пользуемся его идеями:-)
Re: Система технологической ...
Читал как-то, что в металлургии в качестве охлаждающего средства используют кипяток. И вполне уверен, что на металлургическом производстве можно найти что-то такое, что вместе с кипятком будет выполнять функцию разрушения окалины.
ДВОЕНИЕ --


путь к пониманию
Re: Система технологической ...
Кипяток является прекрасным охладителем. Сам испытывал на четырехклетевом стане 2500 холодной прокатки и пятиклетевом стане 1200 холодной прокатки жести. Процесс испарения поглощает много энергии, за счет чего идет интенсивный отбор тепла от поверхности валка. Если еще есть приличный температурный градиент между валком и охладителем. Кроме того, горячая вода прекрасно отмывает поверхность прокатываемого листа от продуктов износа (В АС 1311799 температура эмульсии задана в пределах 30-60 °C). Недостатками является то, что при температуре охладителя выше 50 °C стан практически не видно в клубах пара, а также интенсивно корродирует оборудование.