IV конференция «ТРИЗ. Практика применения методических инструментов»
Горячие штучки
Федосов Ю.И. к.т.н., Мастер ТРИЗ
Приведенные примеры решения задач являются частью концепций, предложенных в ходе выполнения реальных проектов по совершенствованию технических систем. Они демонстрируют как сложные проблемы могут иметь достаточно простые, но высокоэффективные решения. ...И все они тем или иным образом связаны с наличием нагретых элементов.
Упаковочная машина
Исходная ситуация
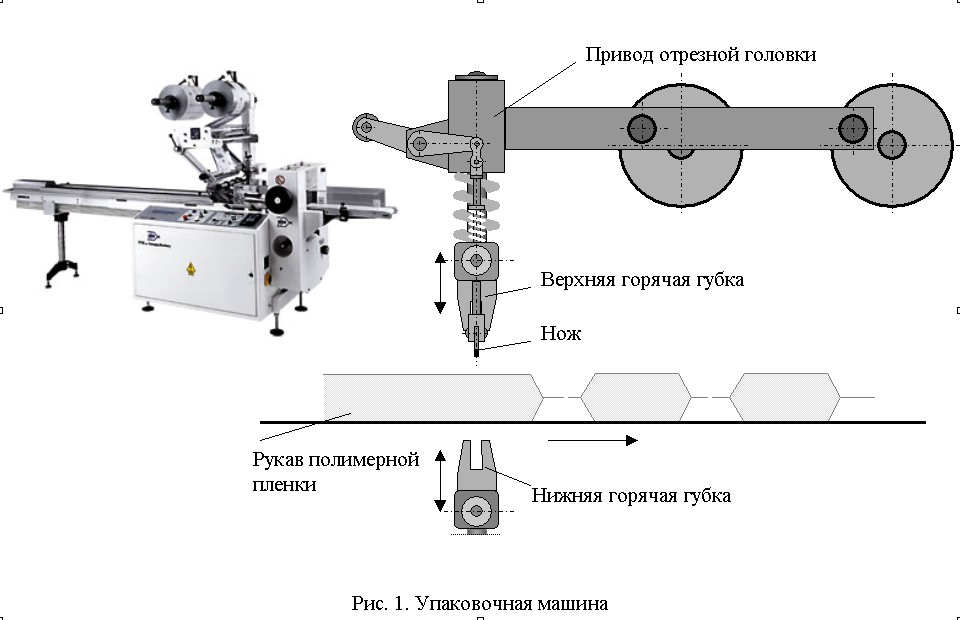
Упаковочная машина предназначенная для мягкой упаковки штучных изделий (например, шоколадных батончиков "Сникерс"). На движущуюся по конвейеру ленту полимерной пленки укладывается упаковываемый продукт. Лента сворачивается в рукав и горячие ролики формируют продольный шов. Затем в движении рукав пережимается в промежутке между продуктами поперечными горячими губками для формирования поперечного шва и разрезается (Рис.1). Требуется разработать концепцию конструкции узла поперечных губок, которая позволит увеличить производительность машины в 1,5 - 2 раза.
Проблема
При попытке увеличения скорости (производительности) время контакта поперечных горячих губок с полимерной пленкой сокращается и поперечный шов не проплавляется, упаковка не герметизируется. Использование принципа "летящих" губок не допускается ввиду высокой сложности механизма и дороговизны проектирования, изготовления и замены всего узла. С продольным швом проблем не возникает - устанавливается несколько последовательных пар горячих роликов.
Ядро хода решения
Использованы типовые приемы устранения технических противоречий.
Подлежит улучшению: время прогрева поперечного шва горячими губками - т.е., время действия подвижного объекта (15).
Недопустимо ухудшается: конструкция узла формирования поперечного шва - т.е., сложность устройства (36).
Рекомендуемые приемы: 10 (предварительного действия), 4, 29, 15 (динамичности).
Образ решения: Заранее выполнить частичное действие, а затем завершить его. Движение объекта должно быть оптимальным на каждом этапе.
Решение
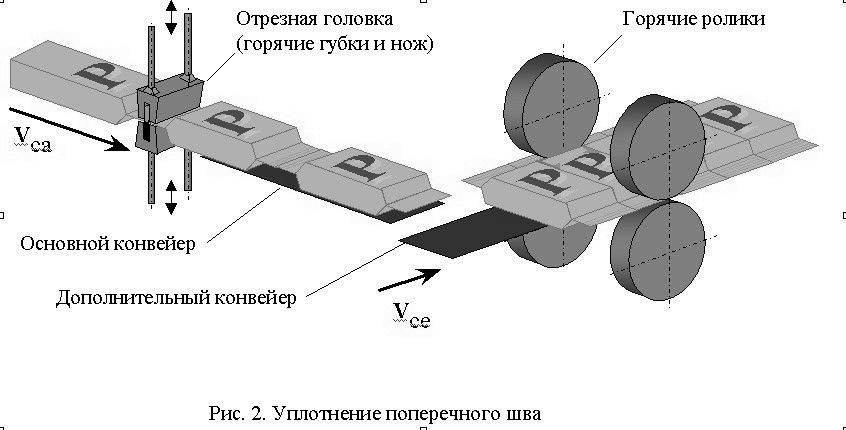
При увеличении скорости (производительности) сохраняется отрезание и некачественное формирование поперечного шва (частичное действие). Затем направление перемещения упаковок изменяется с перпендикулярного к поперечному шву на параллельное ему (оптимизация направления движения), например, путем передачи упаковки на конвейер, движущийся перпендикулярно основному конвейеру (Рис.2). В этом случае поперечные швы располагаются у боковых краёв конвейерной ленты параллельно направлению её движения. По краям конвейерной ленты последовательно устанавливается необходимое количество пар горячих роликов, проходя через которые поперечные швы полностью проплавляются (завершающее действие).
Результат
Возможность увеличения производительности в десятки раз (требовалось в 1,5 - 2 раза).
Литейная машина
Исходная ситуация
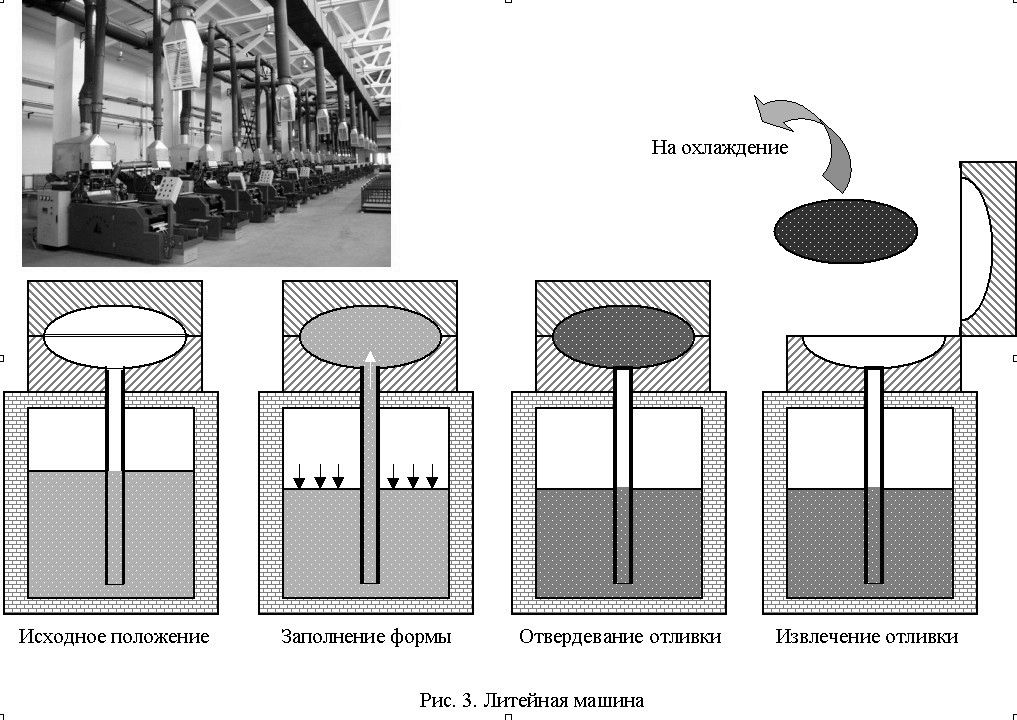
Литейная машина для формования изделий из расплава (Рис.3). Расплав по давлением подается в форму. Расплав отвердевает в форме. Форма открывается. Отливка выталкивается и направляется на охлаждение. Форма закрывается и процесс повторяется. Одной заправки литейной машины расплавом достаточно для изготовления 10 отливок. После выталкивания последней отливки процесс прерывается на время заправки машины очередной порцией расплава. Требуется разработать концепции решений, позволяющих снизить себестоимость отливок.
Проблема
Во время заправки литейной машины расплавом форма чрезмерно охлаждается. Поэтому первые три отливки очередного цикла имеют дефекты поверхности и идут в брак (на переплавку). После первых трех отливок форма достаточно прогревается и брак не образуется. Использование открытого пламени или электронагревателей для подогрева открытой формы в период заправки машины не допускается.
Ядро хода решения
Необходим источник тепла, препятствующий охлаждению.
Оперативное время: от момента выталкивания последней отливки до момента закрытия формы перед очередной первой подачей в нее расплава (период охлаждения формы).
Ресурс: горячая отливка.
Образ решения: в оперативное время ресурс должен препятствовать охлаждению формы.
Решение
Не открывать форму и не выталкивать из нее последнюю отливку до завершения заправки литейной машины.
Результат
Сокращение количества брака в 3 раза (с 3 до 1 отливки в каждом цикле) и, как следствие, снижение себестоимости отливок на 22%.
Штамповочный пресс
Исходная ситуация
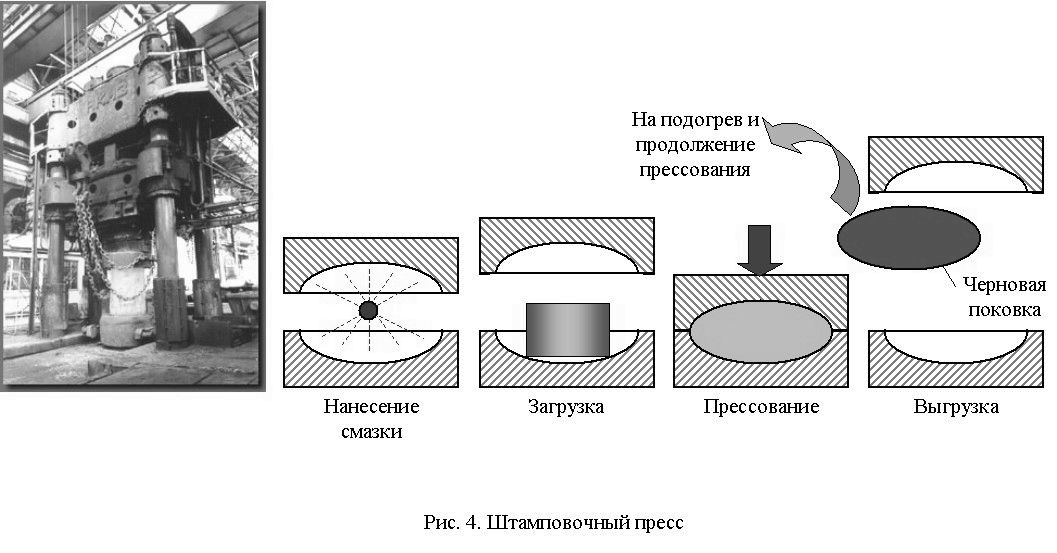
Линия штамповочных прессов для последовательного формования изделия из разогретого материала. Порция исходного материала нагревается. Затем она подается на первый пресс (Рис.4), где штампуется черновая поковка. Черновая поковка подогревается и передается на второй пресс. На нем штампуется чистовая поковка. Чистовая поковка подогревается и передается на третий пресс, который окончательно штампует изделие. Последовательное трехкратное штампование требуется из-за низкой пластичности нагретого исходного материала и ограниченной мощности прессов. Требуется подобрать смазку для пресс-формы, позволяющую штамповать более нагретый исходный материал.
Проблема
Пластичность исходного материала может быть повышена нагревом до более высокой температуры. Но при этом происходит перегрев пресс-формы первого пресса. В результате перегрева невозможно равномерное нанесение смазки на рабочие (внутренние) поверхности пресс-формы. Напыляемая смазка не растекается по поверхностям, а "скатывается" в кипящие шарики, как вода налитая на перегретую сковороду. Неравномерное распределение смазки приводит к невозможности нормально деформировать исходный материал и получать "правильную" черновую заготовку. Охлаждение пресс-формы форсировано до предела. Новой высокотемпературной смазки создать не удается.
Ядро хода решения
Оперативное время: момент нанесения смазки.
Оперативная зона: рабочая (внутренняя) поверхность пресс-формы.
Образ решения: в оперативное время оперативная зона должна быть охлажденной.
Решение
Перед напылением смазки на рабочую поверхность пресс-формы распыляется охлаждающая жидкость (вода). Температура приповерхностного слоя кратковременно снижается и смазка растекается равномерно. Материал пресс-формы устойчив к циклическим тепловым ударам.
Результат
Сокращение на треть количества прессов, устранение операций промежуточного подогрева и, как следствие, снижение себестоимости поковок за счет увеличения производительности и сокращения капитальных, амортизационных и энергетических затрат.
Следует отметить
Не только в простоте решений смысл этих примеров. Действительно, после того, как решение найдено оно всегда выглядит очевидным. Но простым решением будет только тогда, когда из первоначально поставленной задачи выделена "правильная" проблема. Давайте посмотрим:
- Для упаковочной машины все усилия специалистов Заказчика направлялись на поиск приемлемой конструкции летящей отрезной головки и только об этом шла речь при постановке задачи. Цель же - увеличение производительности - конечно подразумевалась, но как-то ушла из зоны внимания.
- Для литейной машины прогрев формы за счет первых трех отливок считался очевидным и неизменным (а как же иначе?). Специалисты Заказчика ставили задачу борьбы с браком на всех этапах производства, кроме этого.
- Для штамповочного пресса ежегодно испытывалось более 30 образцов новых смазок. Проблема формулировалась в виде недостаточной температурной стойкости отдельных компонентов смазки и решения искались в области физико-химии высокотемпературных жидкостей.
Следует отметить, что владение методикой анализа первоначально поставленной проблемы является не менее важным элементом в техническом творчестве, чем владение методикой решения задач. Но это отдельная тема.
Комментарии
Re: Горячие штучки
Последняя задача (про смазку) сильно перекликается с темой предыдущей ветки: поставлена задача на улучшение свойств вещества, в то время как на самом деле нужно изменить условия его работы, сделав так, чтобы улучшение свойств не требовалось вообще. Сформулировав вопрос: "при каких условиях от смазки не будет требоваться повышенная термостойкость, и каким образом можно создать такие условия по месту и на время работы смазки?", приходим к решению мгновенно.
Жаль, что химиков-технологов не учат таким вещам в институте... Все-таки, похоже, адаптация изобретательских методов для химиков была бы не лишней.
Re: Горячие штучки
Re: Горячие штучки
Я имею в виду адаптацию каких-то простейших, но достаточно универсальных и эффективных именно для химиков приемов до такого уровня, на котором научить их (грамотному) использованию мог бы любой вузовский преподаватель, читающий, к примеру, курс процессов и аппаратов химической технологии, в рамках этого самого курса и без изменения длительности и формата обучения.
Результат видится мне неким подобием системы стандартов, только намного менее многочисленных и несколько более специализированных, которые бы можно было удобным образом встроить в самый обычный курс вузовского обучения, не требующий от преподавателей какого-то особого мастерства и специальных знаний по ТРИЗ.
Даже 40 приемов - это ОЧЕНЬ МНОГО, если речь идет об эффективном обучении обычных студентов (не специально отобранных или лично заинтересованных!) обычными преподавателями (не Мастерами ТРИЗ!) в рамках обычной (не тренинговой!) вузовской системы. Знаю по себе, поскольку именно такой курс проходил в институте - безо всякого "полезного выхлопа" вообще. Полный ноль в "сухом остатке"! А вот 5-7 "стандартам" на решение наиболее типичных для химиков "нестандартных" задач можно, я надеюсь, обучить и без изменения привычной для вузов системы обучения. По-моему, это могло бы быть полезным для всех.